Common Failures In EVT, DVT, And PVT And How Product Teams Avoid Them
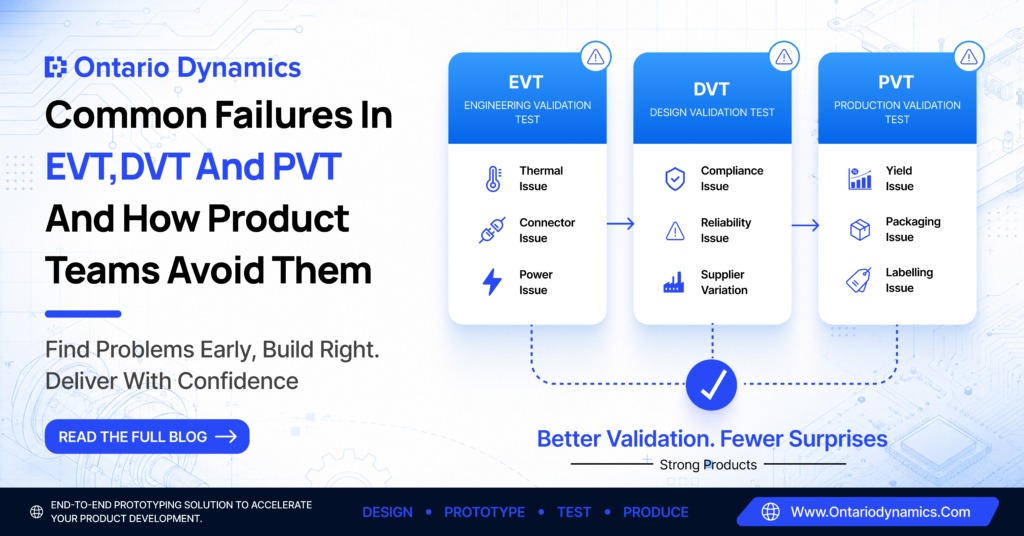
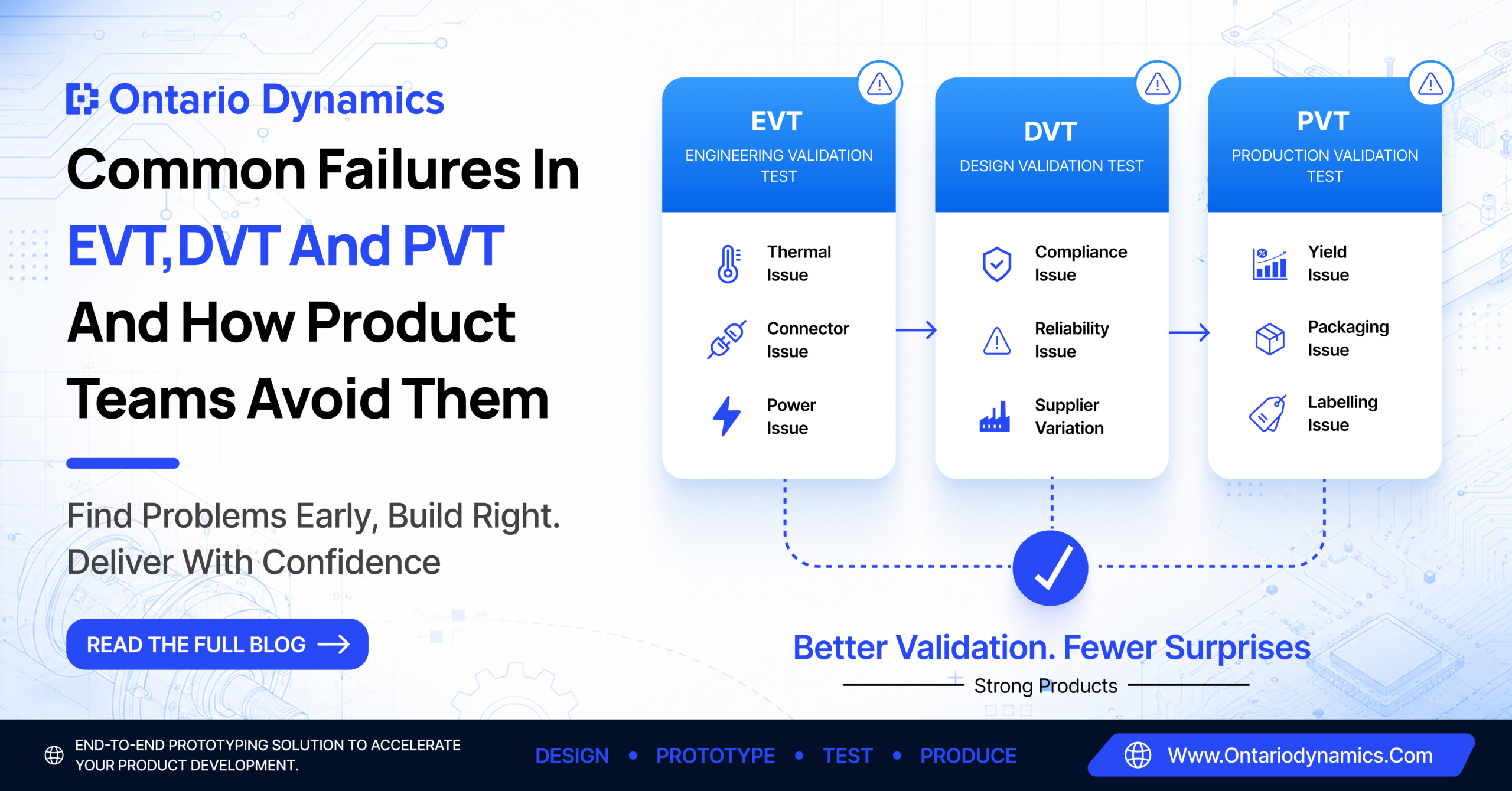
Engineering Validation Testing (EVT), Design Validation Testing (DVT), and Production Validation Testing (PVT) are three critical stages in the hardware product development process. Together, they help product teams identify design flaws, performance issues, manufacturing risks, and quality concerns before a product enters full-scale production.
EVT, DVT, and PVT exist for one reason: they help product teams find problems before the product reaches full production.
Still, many hardware programs get delayed during these phases. A unit runs too hot in EVT. A compliance issue appears in DVT. The factory misses yield targets in PVT. These problems may look separate, but they usually come from the same place: early assumptions that were never tested.
That is why validation should not be treated as a final check. It should be part of the program from the beginning. A good validation process proves that the product works, can be built, meets requirements, and can be repeated at scale.
Ontario Dynamics works with hardware teams across automotive, medical, aerospace, and consumer product programs. The failures below are common, but most of them can be reduced with better preparation.
Why Validation Phases Fail: The Root Cause Pattern
Most EVT, DVT, and PVT failures are not random. They usually trace back to one of four assumptions.
The first is a design assumption. A part, board, housing, or system may look correct in a model, drawing, or datasheet. Real use can still expose heat, movement, fit, power, or load issues.
The second is a supplier assumption. A supplier may meet the requirement once, but that does not mean every batch will behave the same way. Material variation, tooling wear, process changes, and inspection gaps can all create problems later.
The third is a regulatory assumption. Some teams leave compliance too late. That can create issues with EMC, safety spacing, labels, documentation, or test evidence.
The fourth is a manufacturing assumption. A product may work as a prototype but still fail when built with real production tools, workers, fixtures, and line timing.
Every failure below connects to one of these four areas.
EVT Failures: The 5 Most Common
EVT is where early product issues should be found. Failures in this phase are expected. The goal is to learn quickly and fix problems before the design becomes harder to change.
[EVT] Failure 1: Thermal Management Failure
This happens when a component runs hot, throttles, shuts down, or fails during stress testing. It often appears during worst-case load tests.
The usual cause is weak thermal planning. The team may not have run thermal simulation, or the simulation may have used optimistic values. The PCB layout may also fail to support the expected heat path.
To prevent this, run thermal simulation before EVT. Define component temperature limits. Add worst-case load, duty cycle, and ambient temperature conditions to the EVT test plan.
[EVT] Failure 2: Tolerance Stack-Up Interference
This failure appears when parts do not assemble cleanly. There may be gaps, rubbing, tight fits, misalignment, or fasteners that do not line up.
It usually happens because the team checked nominal dimensions only. Real parts vary. When several small variations stack in the same direction, the assembly can fail.
To avoid this, run tolerance stack-up checks on all critical interfaces before EVT. Review worst-case conditions, not only ideal dimensions. Any very tight clearance should be flagged before the first build.
[EVT] Failure 3: Interface And Connector Failure
Connector issues often show up as loose connections, routing conflicts, cable strain, or intermittent signals. These problems may appear during vibration, repeated use, or final assembly.
The cause is often a weak interface review. A connector may be selected without checking mating force, retention, bend radius, service access, or nearby housing features.
Before EVT, check connector mating and cable routing in the 3D model. Define bend radius, retention force, and access requirements in the design spec.
[EVT] Failure 4: Firmware And Hardware Integration Failure
Sometimes hardware passes bench tests but fails when firmware runs on the full system. Timing issues, communication errors, sensor behaviour, or power events may appear only during system-level testing.
This happens when hardware and firmware teams work in parallel without a shared integration plan.
To prevent this, define integration test cases before EVT starts. Freeze the firmware build used for EVT testing. Assign one clear owner for integration issues so failures are tracked and closed properly.
[EVT] Failure 5: Power Budget Overrun
A power budget overrun means the real product uses more power than expected. Battery products may miss runtime targets. Other products may create extra heat or compliance risk.
This usually happens when the power estimate is based on typical datasheet values instead of maximum values.
Build the power budget from worst-case values. Measure each subsystem during EVT. Review active, idle, sleep, startup, and leakage current separately.
DVT Failures: The 5 Most Common
DVT failures are more serious because the design is expected to be stable. A problem found here can force a redesign, repeated testing, supplier changes, or schedule delays.
[DVT] Failure 1: Reliability Degradation Under Environmental Stress
A product may pass normal tests but fail after temperature cycling, humidity, vibration, or other stress. These failures can be hard to repeat.
The cause is usually late environmental planning. Components, materials, solder joints, seals, adhesives, and fasteners may not have been reviewed against the full use case.
Define environmental test conditions at the start of the program. Check component ratings during BOM review. Do not wait until DVT to find out the product cannot handle its real operating conditions.
[DVT] Failure 2: Regulatory Pre-Compliance Failure
This failure may appear as EMC emissions above limits, safety spacing issues, missing documentation, or marking problems.
It usually happens when compliance requirements are added too late. Layout, spacing, materials, labels, and documentation should be shaped by regulatory needs from the start.
Run pre-compliance testing during EVT where possible. Build requirements into the design spec early. Keep test evidence and design decisions documented from day one.
[DVT] Failure 3: Supplier Component Variation
Supplier variation appears when DVT units behave differently from EVT units. Some pass. Some fail. The issue becomes inconsistent and hard to control.
This often happens when a supplier, material, or lot changes without proper re-checking. It can also happen when the design has too little margin.
Lock critical suppliers before DVT. Define incoming inspection criteria. Design to worst-case limits, not one good sample batch.
[DVT] Failure 4: Design Freeze Violation
A small change during DVT can create a new failure. It can also make previous test results invalid.
This happens when change control is weak. Under schedule pressure, teams may make changes without reviewing the impact.
Once DVT starts, every change should go through a written impact review. The team must decide which tests need to be repeated. No undocumented change should enter a DVT build.
[DVT] Failure 5: Assembly Defects From Production-Intent Process
DVT units built with production-intent methods can reveal defects not seen in hand-built EVT units. These may include solder issues, misaligned parts, adhesive problems, or poor fixture access.
The cause is often a missing DFM review with the actual factory process in mind.
Review Gerber files, stencil design, component placement, assembly sequence, fixtures, and inspection points with the contract manufacturer before the DVT build.
PVT Failures: The 5 Most Common
PVT failures are costly because tooling, suppliers, fixtures, and factory setup are already in motion. At this stage, the product must not only work. It must be built repeatedly at the required quality, cost, and speed.
[PVT] Failure 1: Yield Below Target
Low yield means too many units fail on the first pass. A team may expect 90% yield but see 60% or 70%. This affects cost, rework, and launch timing.
The cause is often an assumed yield target, not a measured one.
Run process capability checks on critical assembly steps before PVT. Set yield targets from real factory data. Include rework cost in the model.
[PVT] Failure 2: Cycle Time Overrun
Cycle time overrun means the line takes longer than expected to build each unit. The factory cannot meet planned output without more people, tools, or time.
This often happens when the SOP is based on a DVT build done by highly skilled technical staff, not line workers.
During PVT, time every assembly step with the people who will run production. Fix bottlenecks before mass production starts.
[PVT] Failure 3: Cosmetic Defect Rate Above AQL
Cosmetic issues include scratches, paint variation, gate marks, parting lines, or finish defects. These become serious when reject rates exceed the agreed AQL.
The problem is usually unclear cosmetic standards.
Create written cosmetic criteria before PVT. Use limit samples. Get agreement from the factory and customer before the build.
[PVT] Failure 4: Packaging Failure On Drop Test
A packaging failure happens when the product is damaged during drop testing or shipping simulation.
This often happens because packaging is finalized too late.
Include packaging tests in the PVT plan. Run a pre-PVT drop test if possible. Leave time to change inserts, materials, carton strength, or pallet layout.
[PVT] Failure 5: Labeling And Regulatory Mark Error
Label issues can include missing marks, poor barcode scans, wrong placement, or incorrect serial information.
These errors happen when labels are treated as artwork instead of part of product readiness.
Add label verification to the PVT test plan. Scan barcodes on real units. Check mark size, position, durability, and readability.
Pre-Phase Preparation
Before EVT, complete DFM review, start DFMEA, run thermal simulation, define interfaces, write the EVT test plan, and build the power budget from maximum values.
Before DVT, review all EVT data, close or document failures, enforce design freeze, activate change control, schedule regulatory checks, lock critical suppliers, and complete factory DFM review.
Before PVT, confirm DVT exit criteria, close open CAPAs, agree on AQL levels, finish test fixtures, write cosmetic standards, verify packaging, and add label checks to the test plan.
Conclusion: When To Bring In Outside Support
Validation failures are often the result of untested assumptions. The earlier they are found, the easier they are to fix.
A problem in EVT may cause a delay. A problem in DVT may force a redesign. A problem in PVT may hold production. A problem after launch can create warranty claims, field failures, or recalls.
Outside support can help when the team is running EVT, DVT, or PVT for the first time, entering a regulated market, or facing repeat failures that are hard to root-cause internally.
Ontario Dynamics supports hardware teams through product development, validation planning, mechanical design, testing, and manufacturing readiness. If your program has hit a validation failure, or you want to prevent one before the next phase starts, let’s talk.
Ready to Build Your Product?
Let’s turn your idea into a production-ready product engineered for success.