SHAFT MATERIAL SELECTION & HEAT TREAT

Two Worlds, Two Shafts
One survives brute force. The other survives millions of cycles.
Designing a shaft isn’t just about geometry; it’s about survival. Consider two scenarios: A rock crusher’s main shaft straining under massive static torque and occasional shock loads as it breaks boulders, versus a supercar’s driveshaft spinning at 7,000+ RPM.The material that saves one might fail the other. Industrial shafts often fail from overload or shock, demanding materials with high toughness and static strength. Automotive shafts, however, typically fail from fatigue, demanding high specific strength and clean microstructures to survive millions of reversals.Getting it wrong isn’t an option. In this guide, we go beyond the datasheet to explore the real trade-offs you face when designing shafts: Proof Strength, Fatigue Resistance, and Heat Treatment Compatibility.

Industrial vs. Automotive Demands
Industrial Focus
Rugged • Heavy • Shock Resistant
Industrial applications (conveyors, crushers, pumps) prioritize ruggedness over weight savings.
- High Shock Loads: Sudden jams or impacts require a tough core to absorb energy without snapping.
- Static Torque: Massive start-up loads mean yield strength is critical.
- Material Strategy: Toughness is King. Use 1045 for general use, or 4140/4340 for heavy duty.
Automotive Focus
Lightweight • Cyclic • High RPM
Automotive drivetrains deal with high-speed rotation and weight constraints.
- High Cycle Fatigue: Millions of stress reversals mean the “Endurance Limit” is the primary design constraint.
- Weight Sensitivity: You cannot just oversize the shaft; you need stronger steel (high specific strength).
- Material Strategy: Advanced Alloys. Use 8620 (Carburized) or 4140 (Q&T) to maximize fatigue life per kilogram.

The Big Three Material Families
While there are hundreds of steels available, a large portion of shafts you will encounter or design can be engineered using one of these three distinct categories. Understanding the “personality” of each is crucial

1045 / EN8 (Plain Carbon) | 4140 (Alloy steel) | 8620(Carburizing) |
The “Workhorse”. This plain medium-carbon steel (0.45% C) is the industry standard for general power transmission. It is cheap, machines beautifully, and is readily available in precision ground shafting. Ideally suited for electric motor shafts, conveyor rollers, and light-duty pumps where extreme loads are absent. However, it has limited hardenability—sections thicker than 60mm won’t harden to the core.
Yield Strength ~310 MPa (Typ.) Heat Treat Induction / Flame (Limited through-hardening) | The “All-Rounder”. Chromium and Molybdenum additions provide deep hardenability and superior fatigue resistance compared to 1045. It is the “Thoroughbred” to 1045’s “Workhorse”. A massive industrial advantage is 4140 Pre-Hardened (PH). Supplied at ~30 HRC, it allows you to machine a shaft that is already strong and tough, eliminating post-machining heat treat distortion.
~655-900 MPa Heat Treat Through / Nitride (Deep hardening capable) | The “Case-Hardening Champion”. A low-carbon nickel-chromium-moly alloy. By itself, it is weak (like mild steel). But that is by design. It is meant to be Carburized. This process diffuses carbon into the surface, creating a super-hard case (60 HRC) while the core remains ductile and shock-absorbent. Essential for gears and shafts with integral splines facing high contact stress.
Core Yield ~350-450 MPa Heat Treat Carburize / Carb-Nit (Requires Furnace) |
Fatigue: The Silent Killer
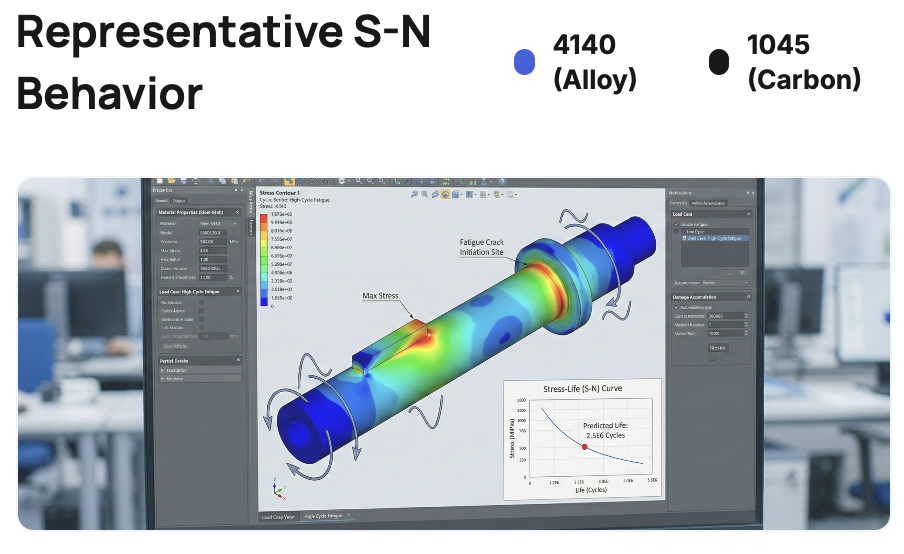
This chart (S-N Curve) illustrates stress vs. number of cycles to failure. Notice how 4140 maintains its strength out to millions of cycles, whereas 1045 drops significantly. This higher “Endurance Limit” (roughly 50% of tensile strength) is why alloy steels are preferred for high-speed shafts.
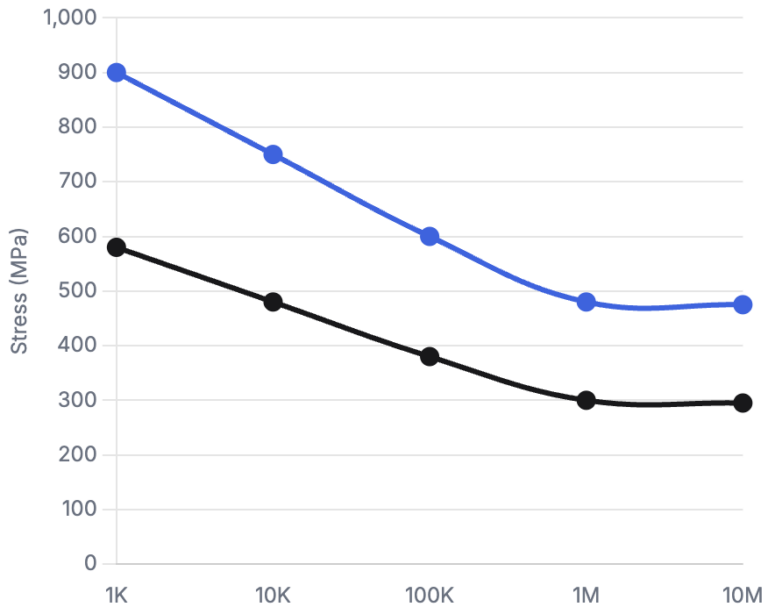
What is the Endurance Limit?
It is the stress level below which the steel can theoretically endure an infinite number of cycles.
Approximate Values:
1045: ~300 MPa (Typ.)
4140: ~480 MPa (Typ.)
Why it matters? |
A car driveshaft rotating at 2,500 RPM accumulates 1 million cycles in just 6.5 hours. In these applications, static yield strength is secondary; fatigue strength becomes the DOMINANT design driver. |
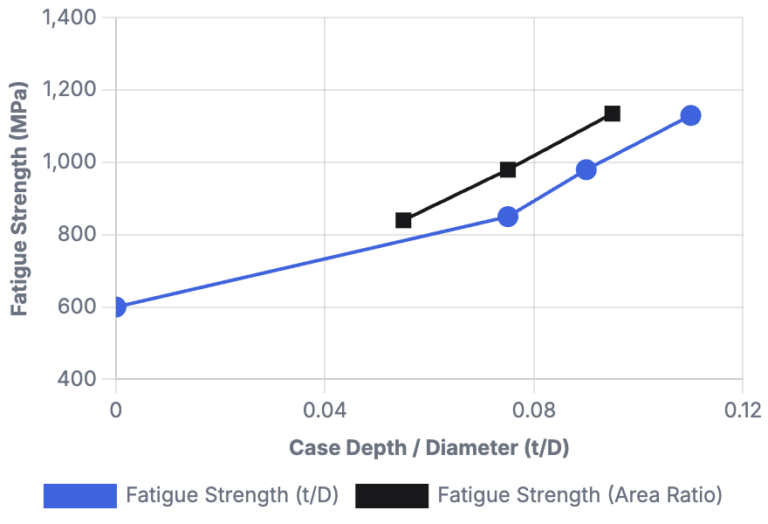
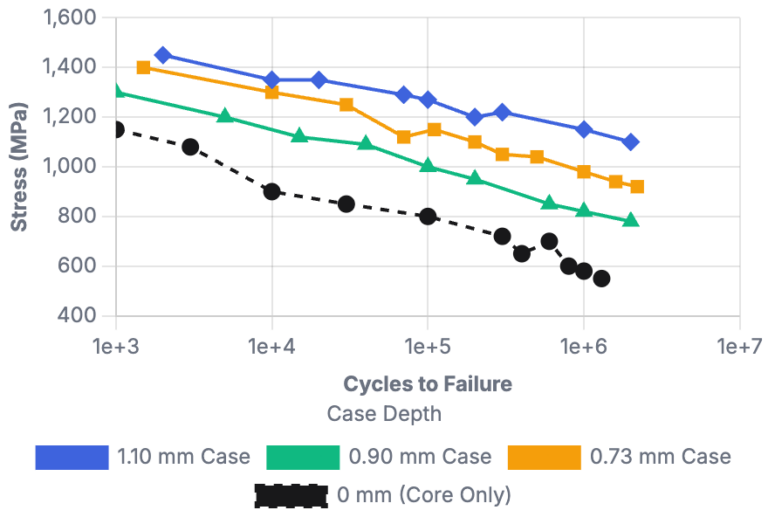
How Case Depth Really Affects Fatigue Strength (AISI 8620)
When steel is carburized, the hardened case dramatically improves fatigue strength — but only up to a certain depth. Based on rotary-bending fatigue tests at 10⁶ cycles, the data clearly shows the optimal “sweet spot”.
|
|
|---|---|
Increasing case depth from 0.73 mm → 1.10 mm increased fatigue strength from: 840 MPa → 1140 MPa (≈ +36% gain) | Improvement slows sharply once relative case depth exceeds ~0.12 (depth/diameter). Beyond this, thicker cases may reduce fatigue strength due to brittleness. |
 Quantified Findings
Quantified Findings The Tipping Point
The Tipping PointReady to Build Your Product?
Let’s turn your idea into a production-ready product engineered for success.
|
For AISI 8620 (core hardness ≈ 300 VHN), optimal case depth is 10%–12% of the component diameter. Going significantly beyond this range does not improve fatigue performance and may be detrimental. |
 Design Takeaway
Design TakeawayHeat Treatment Deep Dive
Process Selection

Choosing the right process is just as important as choosing the steel. A mismatch here—like trying to carburize high-carbon steel—can spell disaster.
1 Carburizing (Case Hardening)
Best for: Gears, Splines, High Contact Stress.
Low carbon steel (e.g., 8620) is placed in a furnace with a carbon-rich atmosphere. Carbon atoms diffuse into the surface over many hours. Quenching transforms this high-carbon “case” into hard martensite, while the low-carbon core remains tough. Note: This causes distortion, so grinding after heat treat is usually required.
2 Induction Hardening
Best for: Bearing Journals, Linear Shafts.
A copper coil carries high-frequency AC current, inducing eddy currents in the shaft surface. This instantly heats the “skin” of the metal (medium/high carbon steels like 1045/4140) before a water quench. It creates a steep hardness gradient without heating the core, minimizing distortion
Reality Check: Supply Chain RisksJust because it’s on the drawing doesn’t mean you’ll get it. Common failures include:
|
Industry Standard Material Reference
A comprehensive guide to international equivalents, standard heat treatment parameters, and industrial ratings.
Part 1 Common Industrial Shaft Materials
Primarily used for Special Purpose Machines (SPMs), conveyors, pumps, and general automation.
| Material | Rating | Industrial Usage | Heat Treatment Notes |
|---|---|---|---|
4140PH (Pre-Hard) Also 42CrMo4 QT | ★★★★★ Best Overall | The “Problem Solver” for SPMs. Low volume shafts, drive axles. Can machine & install immediately without sending out for HT. | Supplied ~28-32 HRC. No HT required. Strong (Yield ~900 MPa) & Tough. Can be nitrided. |
1045 / EN8 C45 | ★★★★★ Most Common | The “Bread & Butter”. Standard motor shafts, rollers, pulleys. Cheap & available everywhere (ground/polished). | Versatile. Use “As-Is” or Induction Harden journals (~55 HRC). Risk of distortion with bulk quench. |
| 4140 (Annealed) | ★★★★☆ | High-Stress Components. Used for heavy-duty gears and shafts that require extensive machining before hardening. Common in mass-produced heavy machinery. | Through-Hardenable. Must be Quenched & Tempered (Q&T) after rough machining to reach ~28-35 HRC. Disadvantage: Must grind after HT due to warping. |
EN36 / EN353 Ni-Cr Alloys | ★★★★☆ | Heavy Duty Gears. Used for gearbox input/output shafts that must survive shock loads and high fatigue (crushers, mining, heavy automotive). | Carburizing Essential. Useless without HT. Must be Carburized + Quenched to get Surface ~60 HRC + Tough Core. Warning: High cost material. |
| EN8D (080M40) | ★★★★☆ Induction Spec. | Hydraulics & Automation. Preferred over standard EN8 for induction hardening (rams, linear guides). | Excellent Induction response (~50-55 HRC). Often supplied Hard Chrome Plated. |
S55C / 1055 High Carbon | ★★★☆☆ | Wear Resistance. Used for simple tools or shafts where high hardness is prioritized over toughness. Slightly more brittle than 1045. | Induction Harden. Achieves higher surface hardness (~60 HRC) than 1045 due to extra carbon. Good for linear motion shafts running on ball bushings. |
SS304 / SS316 AISI 304/316 | ★★★★☆ Corrosion Std | Food processing, Marine, Wash-down. WARNING: Galls easily against itself. | None (Cannot Harden). Use polymer bushings for sliding applications. |
| SS303Free Machining | ★★★★☆ Small Pins | Instrument shafts. Used when 304 is too gummy to machine. Lower corrosion resistance/toughness than 304. | None. |
1566 High Mn Spring | ★★☆☆☆ | Often the grade inside purchased “Induction Hardened Linear Shafting” (e.g. Thomson). | Induction Only. Difficult to machine (needs annealing or grinding). |
4137 (Nitralloy) | ★★☆☆☆ Niche | Extrusion Screws. Injection molding barrels requiring extreme surface hardness at high temps. | Nitriding. |
1117 Resulfurized | ★★☆☆☆ Mass Prod. | High-volume OEM pins/shafts. Easier to machine than 1018. Good case depth potential. | Carburize. |
Mild Steel (1018) | ★★★☆☆ Low Priority | Spacers, tie-rods, mounting shafts. Negligible torque only. Cheap and welds perfectly. | Cannot Through-Harden. Too soft for bearing journals (bearings will wear a groove). |
1215 / 12L14 | ★☆☆☆☆ AVOID | Screw machine stock. DO NOT USE FOR SHAFTS. Brittle due to sulfur/lead. | None |
Part 1 Automotive & Gear Shaft Materials
Optimized for high-cycle fatigue, integral gear teeth, and spline wear resistance.
1. Carburized (Case-Hardened) Steels
| Material (AISI) | EN / DIN | Heat Treatment | Resulting Properties | Application |
|---|---|---|---|---|
| 8620H | 20NiCrMo2-2 | Gas Carburize |
Surf: 58-62 HRC
Core: 28-38 HRC
ECD: 0.8-1.5 mm
|
Heavy Duty Transmission shafts. Industry standard for toughness. |
| 5115 (16MnCr5) | 16MnCr5 | Gas Carburize |
Surf: 58-62 HRC
Core: 30-45 HRC
ECD: 0.5-1.0 mm
|
Euro Standard Gearbox shafts. Excellent hardenability for price. |
2.Induction-Hardened Steels
| Material (AISI) | EN / DIN | Heat Treatment | Hardness (HRC) | Application |
|---|---|---|---|---|
| 1055 / 1060 | C55 / C60 | Induction Scan | Surf: 56-62 | Axle Shafts, CV Joints. Excellent response to induction. |
| 4150H | 50CrMo4 | Induction or Q&T | Surf: 58-62 | Heavy truck axle shafts. Alloy content allows deeper hardening. |
3. Through-Hardened Alloy Steels
| Material (AISI) | EN / DIN | Heat Treatment | Hardness (HRC) | Application |
|---|---|---|---|---|
| 4140 | 42CrMo4 | Quench & Temper | 30-38 HRC | General Purpose. The “Workhorse”. Transmission output shafts. |
| 4130 | 25CrMo4 | Quench & Temper | 26-32 HRC | Tubular Shafts, Propeller shafts. Good weldability. |
At Ontario Dynamics, this engineering approach is applied with a strong focus on precision, performance, and reliability, ensuring optimized material selection and heat treatment solutions tailored to demanding industrial requirements. Ultimately, proper design and process control are essential for achieving durable, efficient, and cost-effective shaft performance.
ENGINEERING DISCLAIMER: Equivalents are approximate. Always verify chemical composition via Mill Test Certificates (MTC). Hardness values are typical for standard section sizes.
Ready to Build Your Product?
Let’s turn your idea into a production-ready product engineered for success.
Shaft material selection is important because it directly affects strength, durability, fatigue resistance, and overall performance under mechanical loads.
Common shaft materials include carbon steels like 1045, alloy steels like 4140, and case-hardening steels like 8620, depending on application requirements.
Heat treatment improves mechanical properties such as hardness, toughness, and wear resistance, helping shafts perform better under stress and cyclic loading.
Carburizing hardens the surface while keeping the core tough, whereas induction hardening quickly hardens specific surface areas using electromagnetic heating.
It increases fatigue strength, reduces wear, and prevents premature failure by enhancing both surface hardness and core strength.
Ontario Dynamics provides engineering expertise in material selection, heat treatment planning, and design optimization to ensure high-performance and reliable shaft solutions.