High-speed precision transfer system integrated into existing tandem press lines to increase throughput and minimize operator intervention.

Ontario Dynamics was asked to design a retrofit automation system that could fit into the existing press line. The client did not want to replace the presses. They also did not want a large, expensive automation package that would require major layout changes.
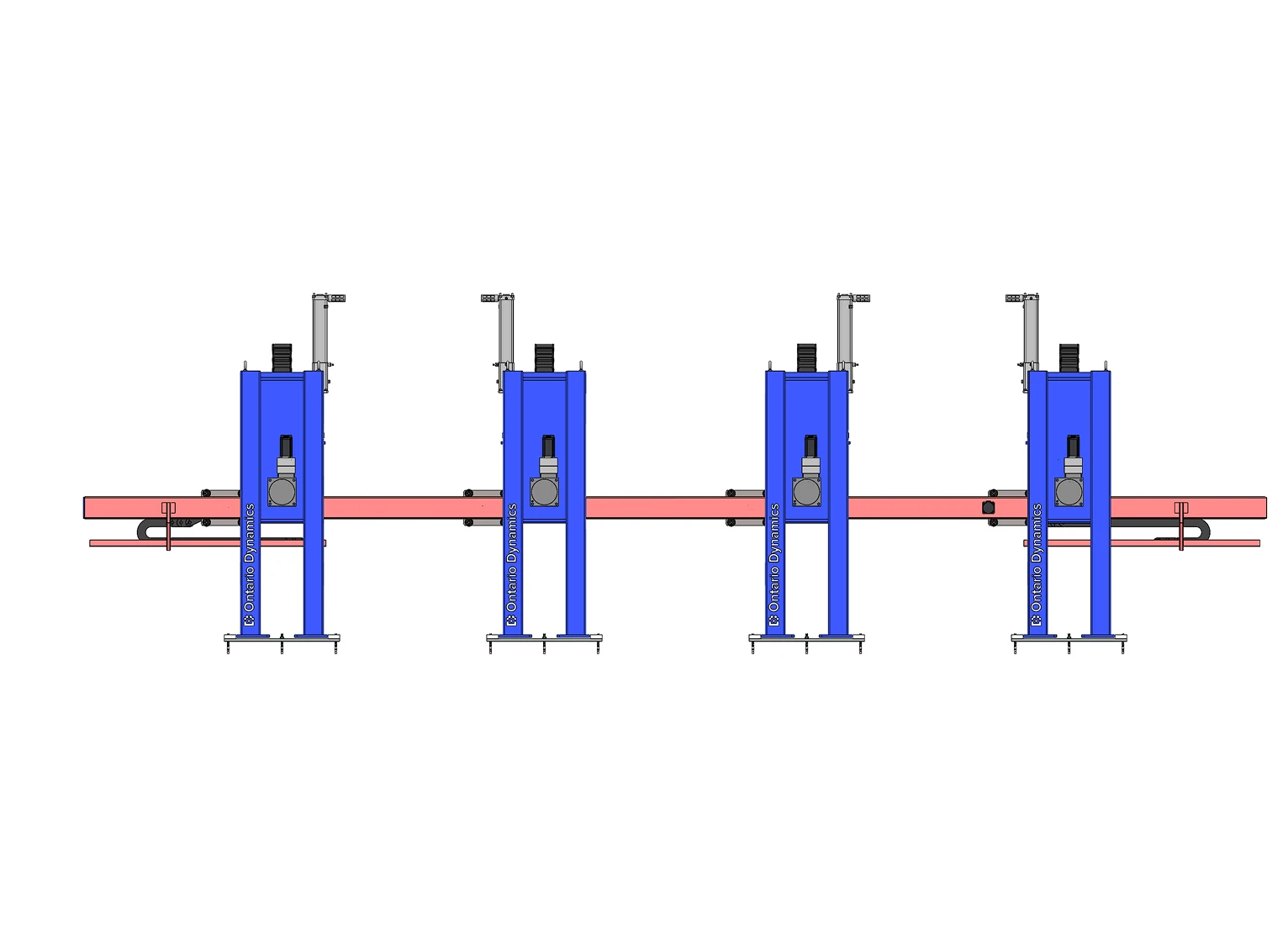
The solution was a compact servo-driven transfer bar feeder. It used a lightweight aluminum transfer bar, quick-release tooling fingers, commercial linear actuators, Mitsubishi servo motors, and a Mitsubishi PLC.

Area
Function
X-Axis
Moves the transfer bar from one press station to the next
The feeder had to move in time with the press stroke. To achieve this, Ontario Dynamics added a custom encoder assembly to monitor the press crankshaft position.
The feeder had to enter, pick, retract, transfer, and place the part without interfering with the press motion.
That timing was the heart of the project.
The client’s press line depended on manual part transfer between presses.
That slowed production and raised safety concerns. Operators had to move parts near active machines, and the line could only run as fast as the manual transfer process allowed.
The client needed automation, but the existing press line could not be treated like a new installation.
The system had to fit into old equipment, existing space, and current production habits.
“This was not only a motion-control project. It was a
retrofit engineering challenge where every inch of space
and every control signal mattered.”
ENGINEERING CONCLUSION
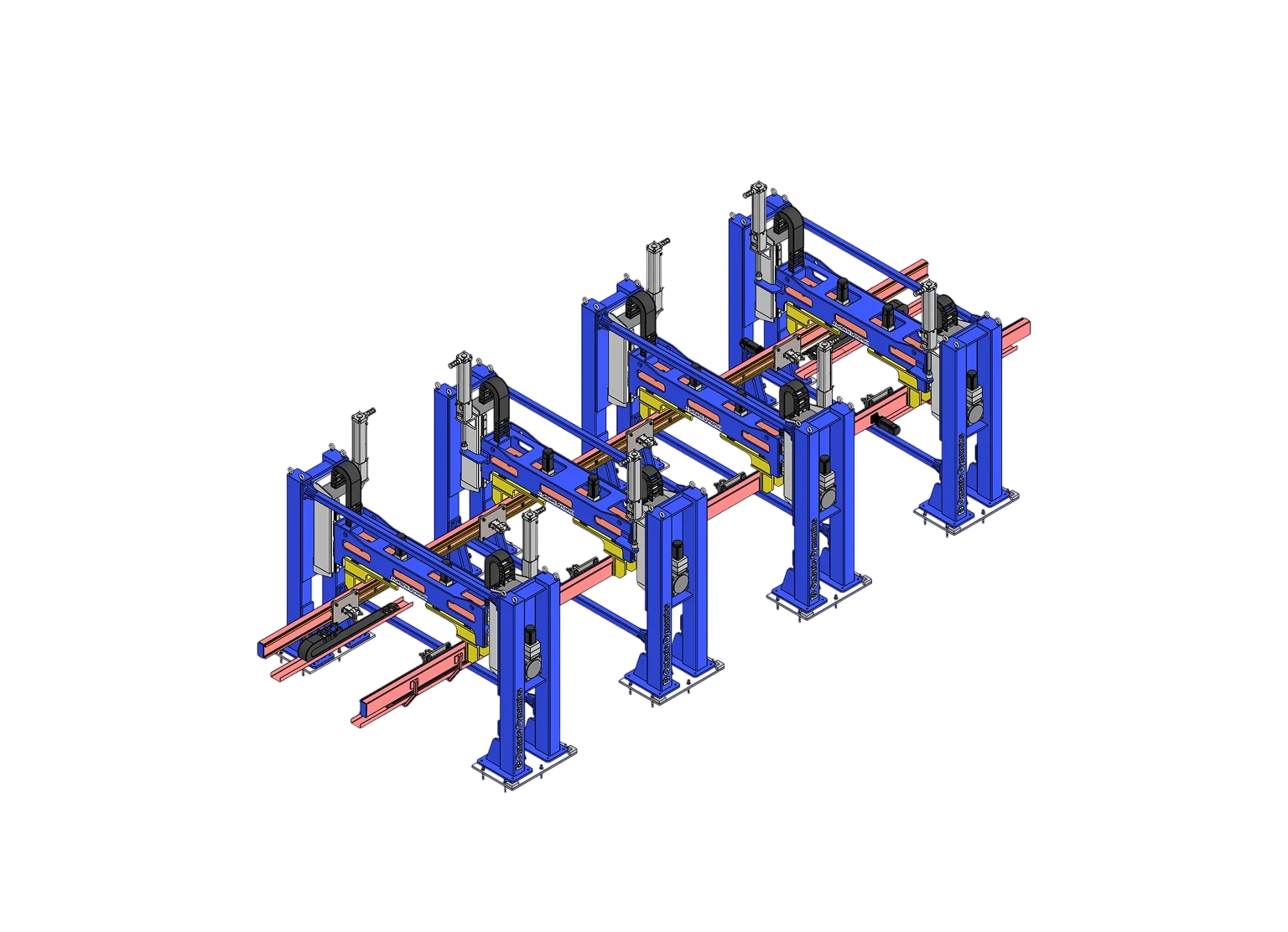
Ontario Dynamics designed a custom servo-driven transfer bar feeder that served as a compact add-on to the existing press line.
The solution was divided into three main parts: strategy, implementation, and technology.
Our approach centre’s on automating existing infrastructure without the need for complete rebuilds. By integrating high-performance, modular components, we deliver immediate throughput improvements with minimal downtime.
Engineered for reduced inertia and higher speed operations.
Utilizing proven, readily available components for reliability and easy maintenance.
Precise timing integration with the main press stroke.
Tool-less adjustments to minimize changeover times.
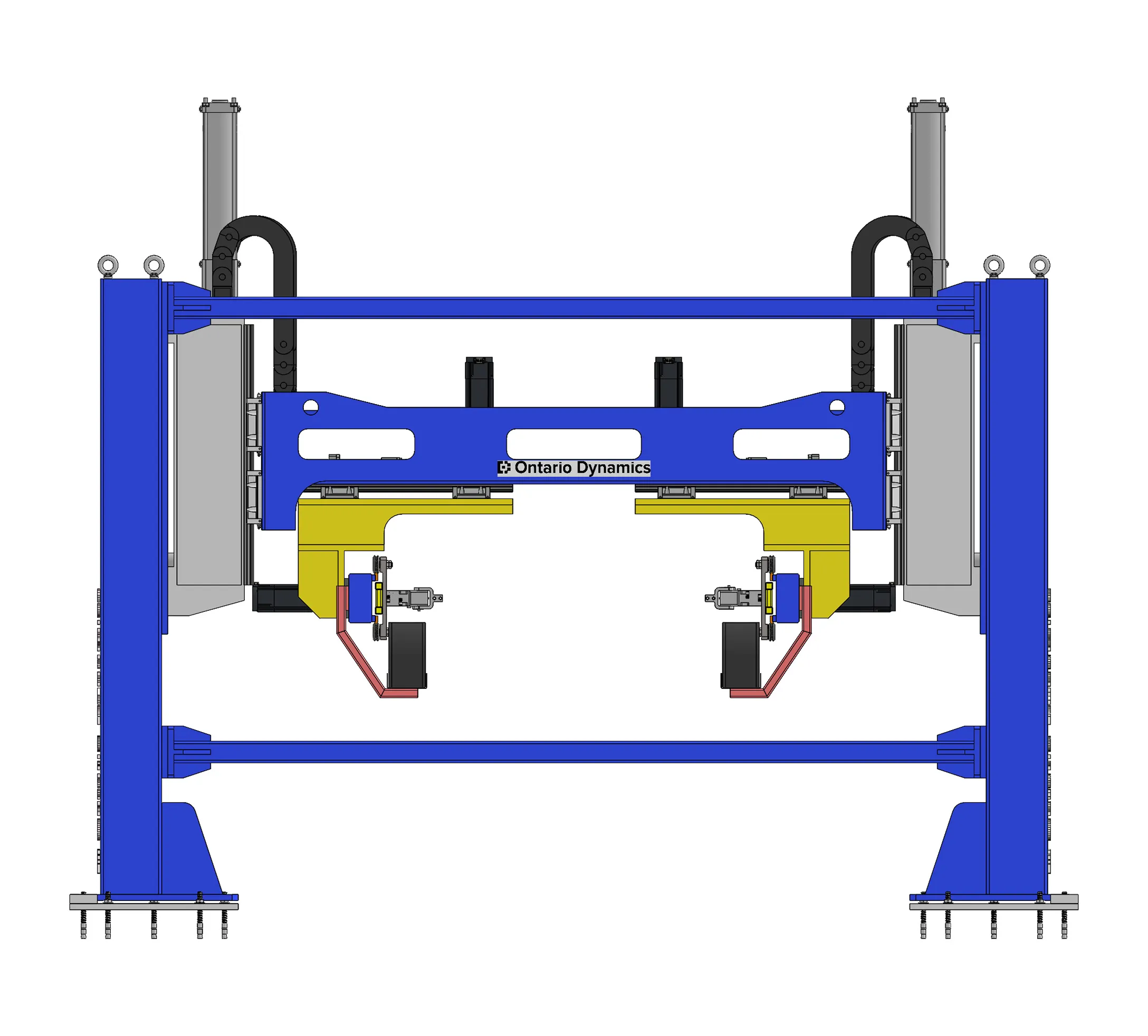
The transfer bar was built from high-strength aluminium extrusion profiles.
This reduced the moving mass compared to a heavier welded steel structure. A lighter bar helped the servo axes respond faster and reduced the load on the actuators.
It also made the system easier to adjust for future tooling or part changes.
The feeder used three coordinated axes.
The X-axis moved the bar between presses.
The Y-axis moved the tooling into and out of the die area.
The Z-axis raised and lowered the bar for pickup and placement.
Each axis used a commercial linear actuator driven by a Mitsubishi servo motor. This gave the system controlled, repeatable movement without the need for complex custom linkages.
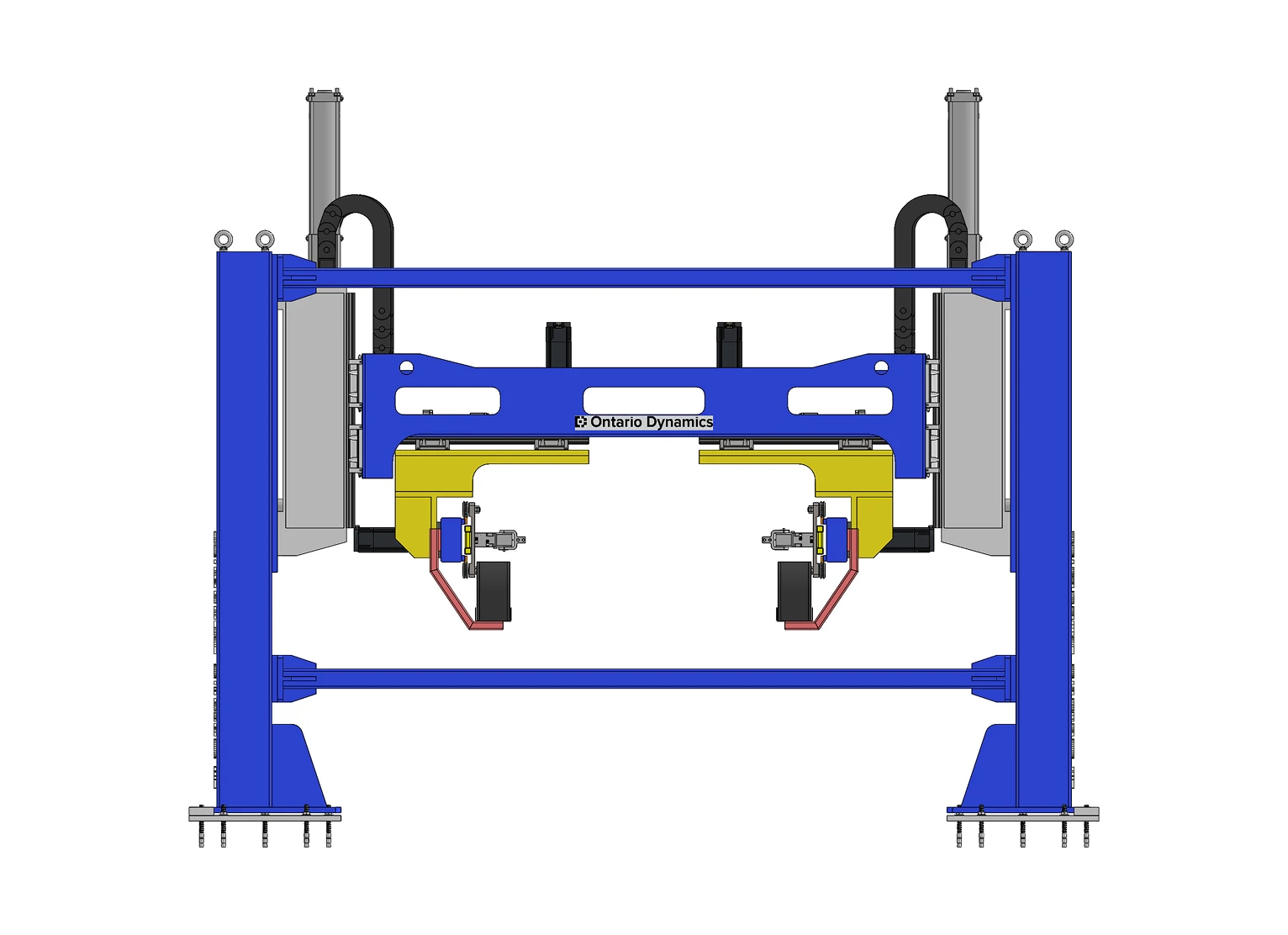
Ontario Dynamics added tool-less quick-release mounting for the part-handling fingers.
Operators could remove or adjust tooling fingers using clamp levers instead of screws or special tools.
This sped up changeovers and reduced downtime when the line needed to run different part shapes.
The Z-axis had to lift the transfer bar and tooling.
To reduce the load on the vertical servo actuator, Ontario Dynamics added pneumatic counterbalance cylinders. These cylinders supported much of the static weight.
This allowed the Z-axis servo to focus on motion rather than fighting gravity throughout the full cycle.
The result was a more responsive lift motion, better actuator sizing, and lower energy use.
Technology
Mitsubishi PLC And Servo Control
A Mitsubishi PLC controlled the feeder with Mitsubishi servo drives.
The PLC handled the motion sequence, timing, acceleration, deceleration, axis coordination, and position feedback.
The system also included a Mitsubishi HMI that allowed operators to view status, adjust parameters, and troubleshoot alarms.
Press Encoder Integration
A custom encoder assembly was added to read the crankshaft position of the mechanical press.
This signal allowed the feeder to move in time with the press cycle.
The PLC used encoder feedback to determine when to enter the die area, pick the part, retract, and transfer.
This allowed the feeder to work with the existing presses without changing the core press controls.
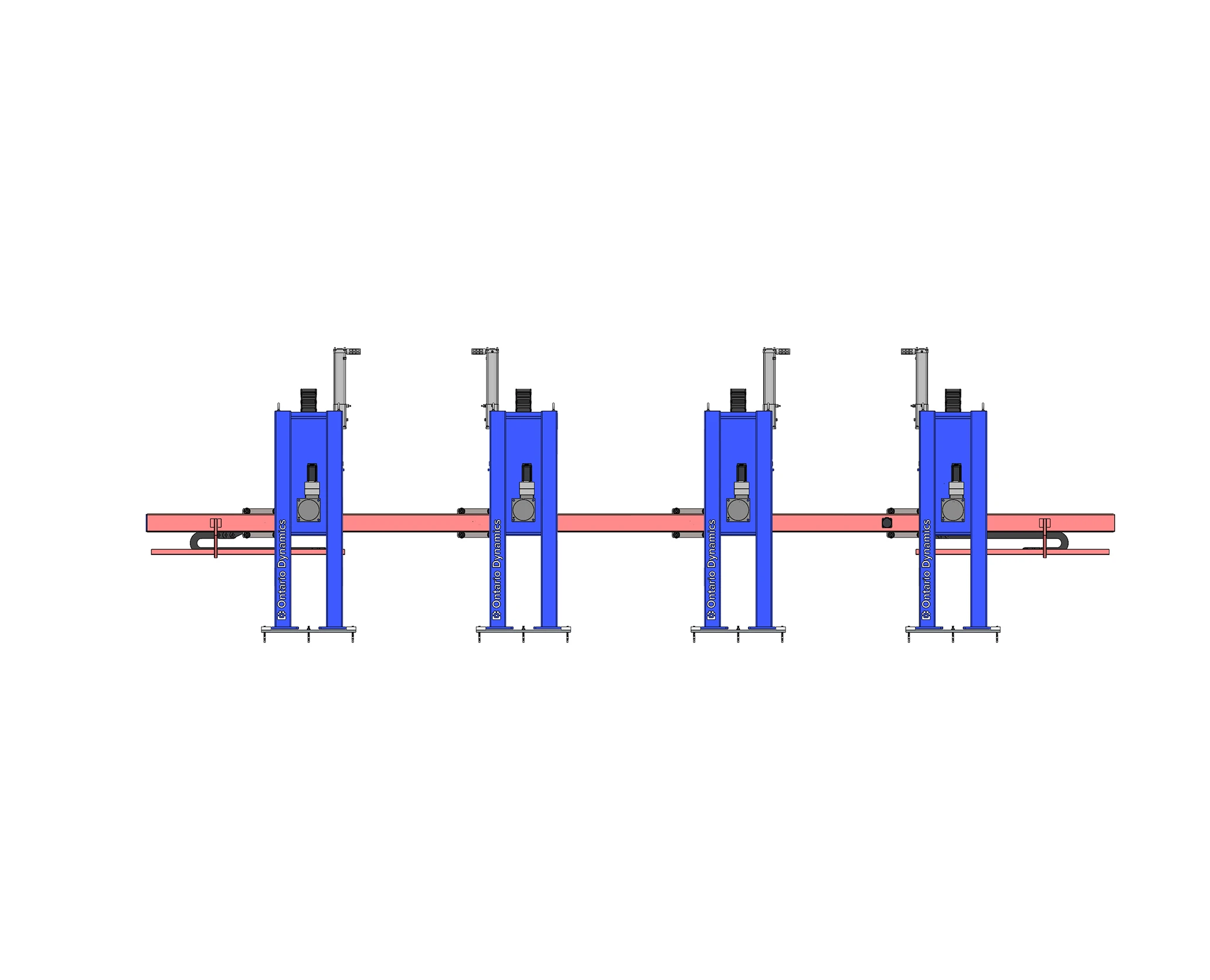
The system was designed as a bolt-on retrofit.
Custom brackets mounted the actuator assemblies using existing press locations where possible. Wiring was routed cleanly, so it did not interfere with other equipment.
Aside from the encoder addition and control integration, the press mechanisms remained largely unchanged.
This helped reduce installation time and minimise downtime.
Area
Removed the need for operators to transfer parts between active presses
Operators manually moved parts between presses
Servo-driven feeder transferred parts automatically
Part movement could vary between operators
The client received a practical retrofit automation system without replacing the presses.
That was the main win.
Ontario Dynamics did not overbuild the system. The final design used the right level of automation for the job: servo control, press synchronisation, lightweight structure, quick-change tooling, and a compact mechanical layout.

The project changed how the press line operated day to day. Operators no longer had to stand between presses to move parts. The line had a cleaner transfer sequence. The presses could run with less waiting between operations.
The system also gave the maintenance team a machine they could understand and service. It used familiar industrial components, a Mitsubishi control platform, and a clear HMI.
For the client, this meant safer production, better flow, faster changeovers, and lower retrofit cost compared with heavier automation options.
The biggest improvement was removing the manual part transfer between active presses. This reduced direct operator exposure in a high-risk area.
The transfer bar feeder moved in sync with the press cycle. This helped reduce timing variation and idle time between operations.
The system was built to fit into the existing line. It did not require press replacement or major changes to the press frame.
The quick-release finger system made it easier to adjust the feeder for different parts and die setups.
Ontario Dynamics used off-the-shelf actuators, Mitsubishi servo motors, a Mitsubishi PLC, and standard mechanical components. This helped control costs and made long-term maintenance easier.
The client needed a reliable transfer feeder, not a full new press automation line. Ontario Dynamics designed the right-sized system for that need.
Ontario Dynamics designs custom transfer feeders, press line automation systems, and retrofit automation solutions for manufacturers seeking safer, more efficient production.
Speak with our engineering team about your stamping line, transfer bar feeder, servo automation, or custom machine project.
Services
Company